سوراخکاری عمیق به ساختن حفرههایی گفته میشود که نسبت عمق به قطر (depth-to-diameter ratio) بالاست — معمولاً وقتی این نسبت ≥ 10:1 باشد از عبارت «عمیق» استفاده میکنند؛ در برخی روشها مثل BTA حتی تا 200–400:1 هم امکانپذیر است.
روشهای اصلی
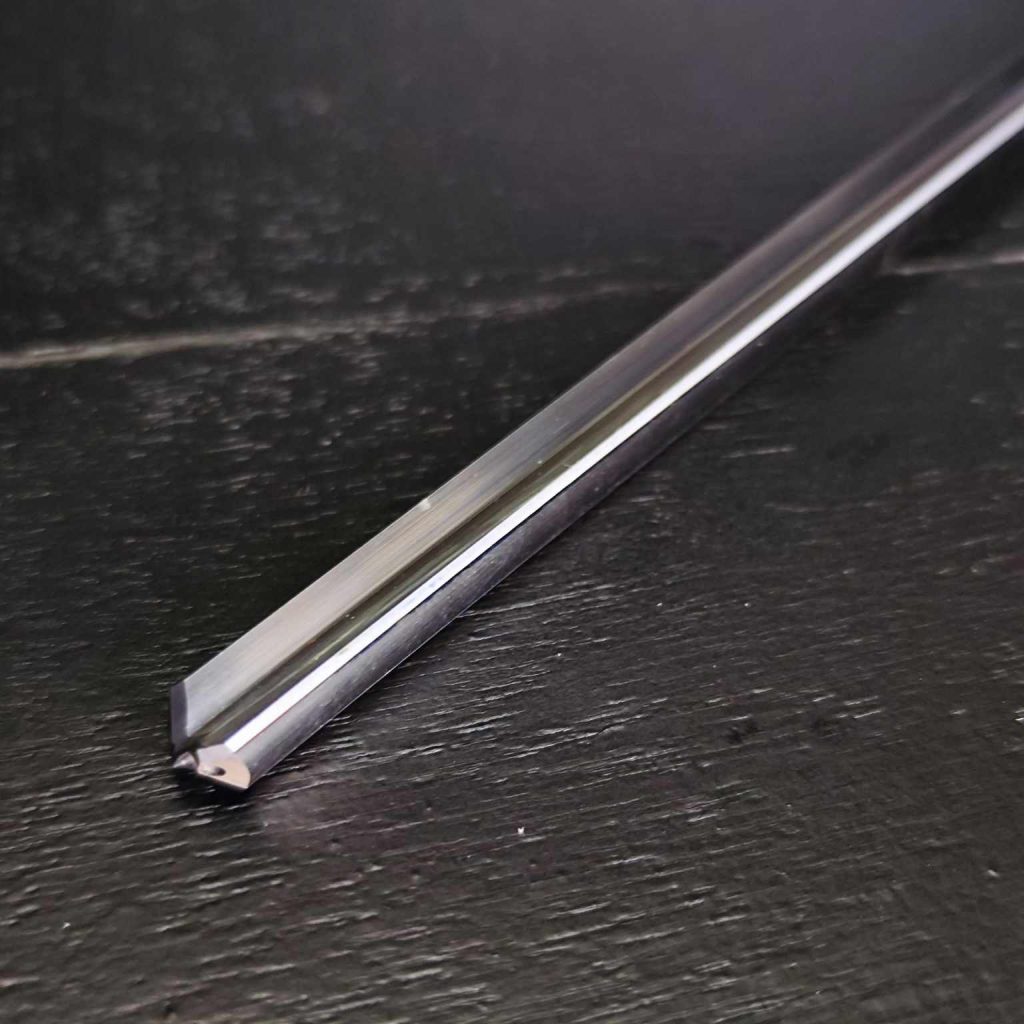
- گاندریلینگ — Gun drilling
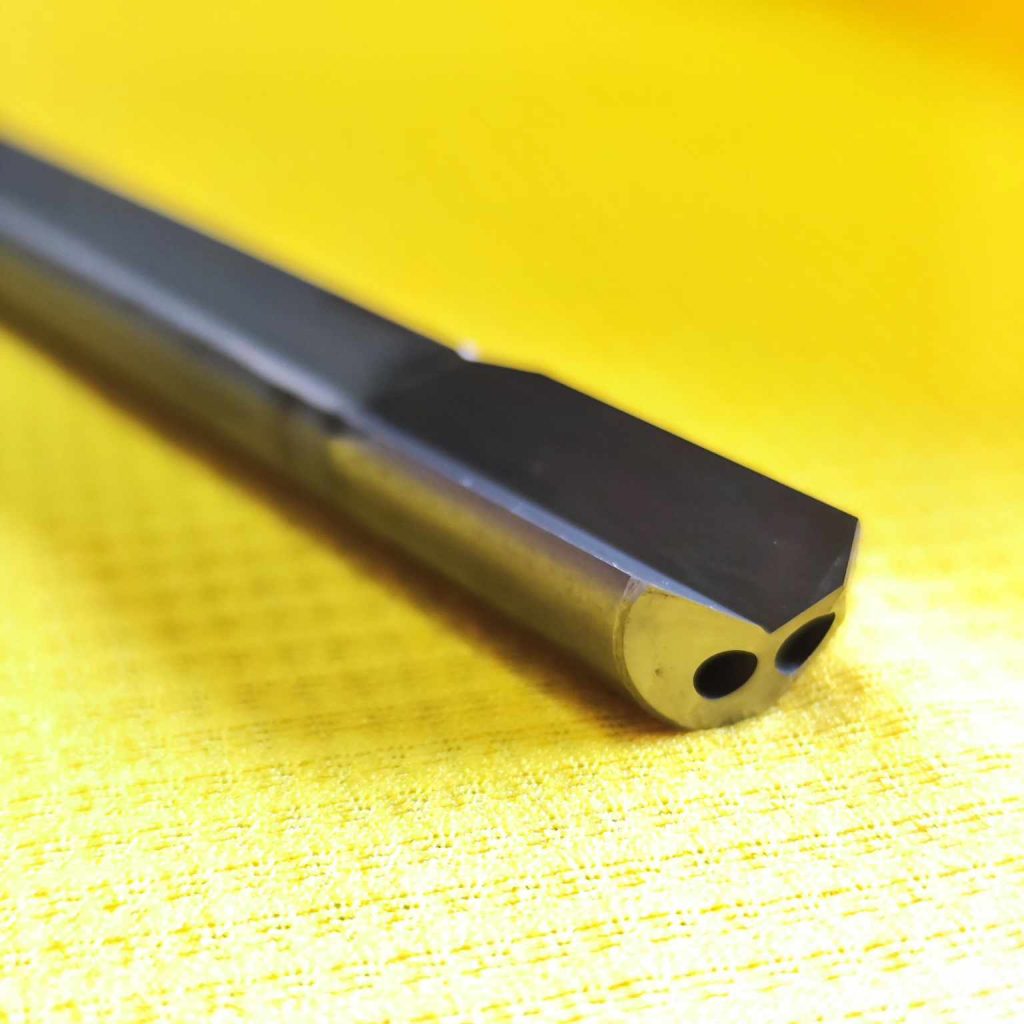
- ابزار: مته تک-فلوت (single-flute gun drill) که در داخل آن لوله یا مجرای کوچکی برای هدایت روانکار و خروج تراشه است.
- مشخصه: مناسب برای قطرهای کوچک تا متوسط، دقت بالا، سطح داخلی صیقلی. مناسب برای نسبتهای عمق تا حدود 100:1 (بسته به قطر و سختی ماده).
- BTA (Single-tube / Boring & Trepanning Association)
- ابزار: تیوب بزرگ توخالی که روانکار از بیرون وارد میشود و تراشهها از داخل تیوب خارج میشوند (برخلاف gun drill).
- مشخصه: برای قطرهای بزرگتر (مثلاً از ~20 mm به بالا)، عمقهای بسیار زیاد تا 200–400:1، کاربرد در قطعات بزرگ صنعتی و صنایع سنگین.
- Ejector (Double-tube ejector) drilling
- ابزار: سیستم دو تیوب که جریان خنککننده و خروج تراشه را بهبود میبخشد (قابلیتهای بین gun و BTA).
- مشخصه: مناسب قطرهای متوسط تا بزرگ، بهبود در راندمان تخلیه تراشه و خنککاری، نسبتهای عمق بالا (مثلاً تا 100:1 یا بیشتر بسته به سیستم).
- Trepan / trepanning (تراپنینگ)
- برای برداشت حلقهای (کاهش حجم براده) و تولید سوراخهای بزرگ با صرفهتر بودن از براده برداری کامل. کاربرد در تولید سوراخهای خیلی بزرگ.
- Pull-boring / Boring / Reaming / Honing
- معمولاً بعد از سوراخکاری اولیه برای رسیدن به اندازه دقیقتر، تلرانس سطح و صافتری (Ra پایین) یا اصلاح راستای سوراخ استفاده میشوند.
ابزارها و اجزای کلیدی
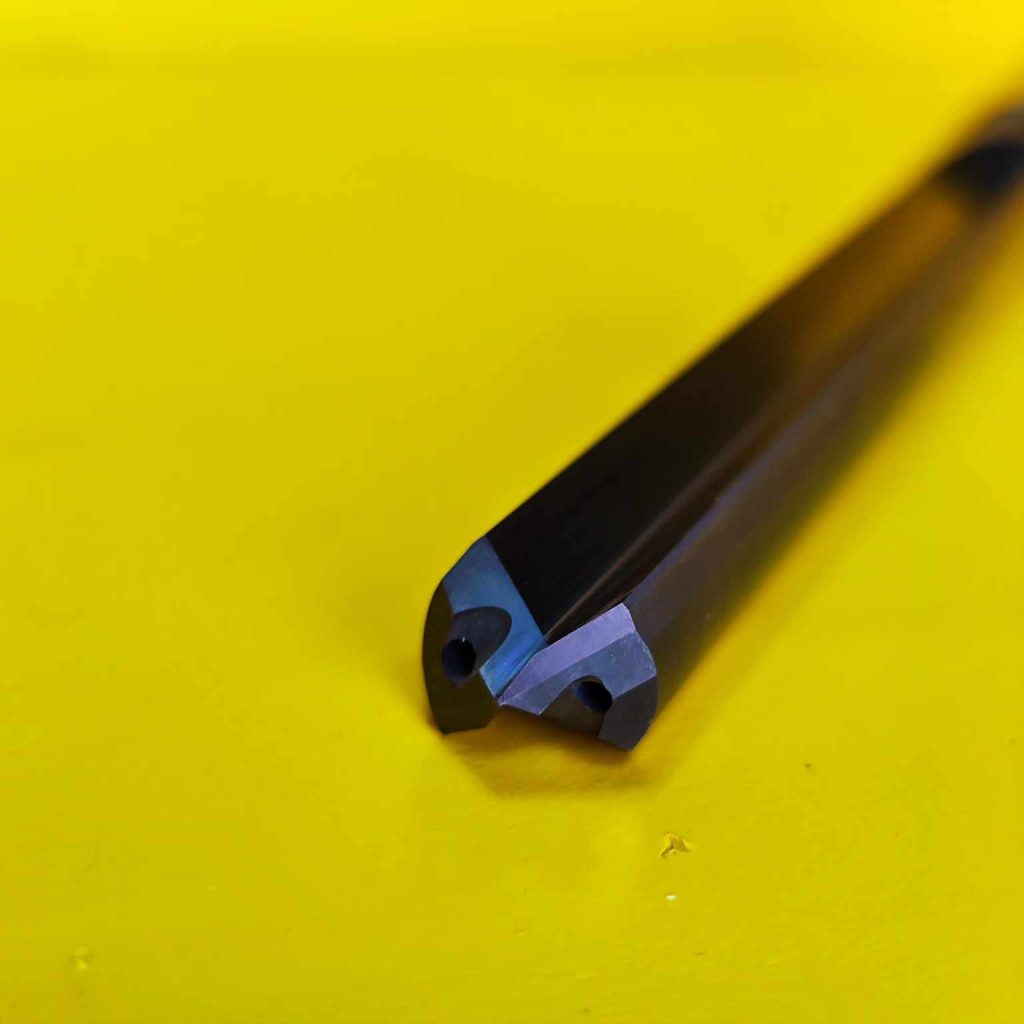
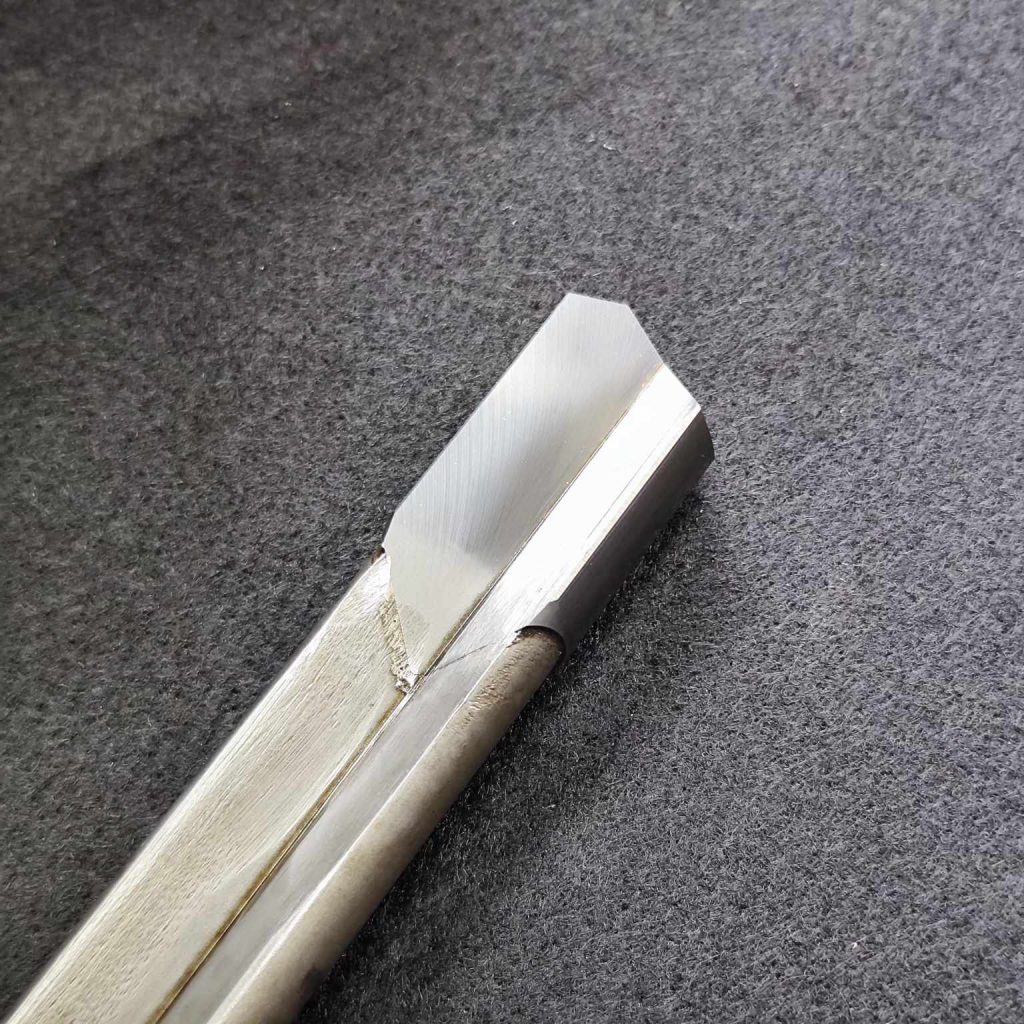
- متههای گان-دریل (gun drills): بدنه فولادی با یک فلوت و مجرای روانکار؛ معمولا از کارباید یا لایهنشانی برای نوک استفاده میشود.
- تیوبهای BTA / Ejector: مجموعهای شامل لولههای توخالی، هد و پدهای راهنما (guide pads) برای حفظ راستای سوراخ.
- سرامیک/کارباید/PCD: هندسه و مواد برش (grades) بسته به جنس کار (فولاد، آلیاژهای سخت، چدن، آلومینیوم، تیتانیوم و غیره) انتخاب میشود.
- پدهای راهنما (guide pads / wear pads): تماس با دیواره سوراخ برای حفظ راستایی و جلوگیری از کج شدن ابزار.
- سیستم تغذیه و هولدینگ (holders, adaptors): اتصال دقیق مته به ماشین و وجود راهنمای اولیه (pilot) برای شروع سوراخ.
ماشینها و تجهیزات جانبی
- ماشینهای مخصوص سوراخکاری عمیق (Deep-hole drilling machines): شامل ماشینهای افقی/عمودی BTA، دستگاههای گاندریل اختصاصی و ماشینهای CNC با واحد گاندریل یا سیستم خنککننده پرفشار. تولیدکنندگان معروف: Sunnen, Unisig, HTT, Kays، Shin-Il و غیره.
- پمپ روانکار پر فشار و سیستم گردش خنککننده: فشار و دبی مناسب برای حذف تراشه و خنکسازیِ کفایتکننده ضروری است.
- واحدهای تخلیه تراشه، فیلتر و بازیافت امولسیون/روغن: کنترل تراشهها برای جلوگیری از گرفتگی و محافظت ابزار.
- راهنماهای ثابت/حرکتی (steady rests, tailstocks) برای پشتیبانی قطعات بلند و جلوگیری از ارتعاش.
- تأمین و اندازهگیری دقیق: بلوکهای راهنما (gun drill guides)، گیجها، داخلسنجها و ابزار اندازهگیری طولی و هندسی مخصوص.
پارامترهای کلیدی فرآیند:
- سرعت دوران (RPM) و پیشروی (feed per rev یا mm/rev): بسته به جنس قطعه و نوع ابزار؛ گاندریل معمولاً با سرعت بالا و پیشروی نسبتاً کم کار میکند.
- فشار و دبی روانکار: برای خروج تراشه و خنکسازی؛ در BTA/ ejector پمپهای با فشار بالا و سیستمهای گردش قوی لازم است.
- راستایی و راهنمایی: استفاده از گایدهای اولیه (pilot), پدهای راهنما و تکیهگاهها برای حفظ مستقیم بودن سوراخ.
- مواد برش و پوشش: انتخاب grade و پوشش مناسب (PVD, CVD, brazed carbide, PCD) برای افزایش عمر ابزار و کیفیت سطح.
- کنترل تراشه: طراحی فلوت/مجرا و انتخاب سیستم ejector یا BTA برای خروج کارآمد تراشه (بهخصوص در سوراخهای خیلی عمیق).
کیفیت سطح، تلرانس و راستایی
- سوراخکاری عمیق خاصیت تولید سطح داخلی بسیار صیقلی و تلرانسهای قطر دقیق را دارد؛ گهگاه نیازی به عملیات ثانویه (reaming, honing) نیست اما برای تلرانسهای خیلی دقیق یا وجوه سطحی بسیار پایین، هونینگ یا پولیش لازم است. نسبتهای عمق بالاتر مراقبت بیشتری برای حفظ راستایی لازم دارند.
مشکلات شایع و راهکارها
- انحراف/کج شدن سوراخ: علت = نبود راهنمای خوب یا تکیهگاه، هندسه غلط ابزار، ارتعاش؛ راهکار = نصب guide bush/guide pads، کم کردن سرعت یا افزایش rigidity.
- گرفتگی تراشه (chip packing): علت = تخلیه نامناسب تراشه، روانکار ناکافی؛ راهکار = افزایش فشار خنککننده، استفاده از ejector یا BTA، تغییر هندسه فلوت.
- سوزاندن نوک ابزار یا سایش سریع: علت = پارامتر برش نامناسب، مواد نامناسب ابزار؛ راهکار = انتخاب grade بهتر، انتخاب پوشش مناسب، کاهش دما با روانکار مناسب.
انتخاب روش بر اساس قطر، عمق و جنس ماده
- قطر کوچک تا متوسط و نیاز به سطح عالی → Gun drilling.
- قطر بزرگ و عمق بسیار زیاد → BTA یا Ejector.
- سوراخهای خیلی بزرگ که حذف هسته بهصرفه است → Trepanning.
آمادهسازی کارگاه: چکلیست عملی قبل از شروع
- براکت/فیکسچر و تکیهگاه مناسب برای جلوگیری از حرکت قطعه.
- سیستم خنککننده/پمپ با فشار و دبی کافی و فیلتر تراشه.
- ابزار سالم با پدهای راهنمای مناسب و هندسه تأیید شده (pilot, guide pads).
- کنترل پارامترهای RPM و فید و تست برادهبرداری روی نمونه.
- ابزار اندازهگیری جهت بازرسی راستایی و مشخصات سطح بعد از سوراخکاری.